Since 1944 By HODUMI TRADE CO., Ltd.
ジェイワークスは株式会社穂積トレイドが 運営するショッピングサイトです
- 亜鉛メッキ補修材
- 亜鉛-低融合金属合金 ヒートジンク
亜鉛-低融合金属合金 ヒートジンク
商品番号:NIS-006

ヒートジンク 日新インダストリー株式会社
施工箇所の鋼材に亜鉛金属合金を加熱溶着させて、
亜鉛めっき皮膜を形成させる施工方法です
鋼材が亜鉛槽から引き上げられた時の鋼材余熱温度を利用して、
不めっき箇所を補修することができます
【用途】
・亜鉛めっき鋼材の溶接跡、切断面、穴あけ加工、亜鉛のタレ、
キズ、不めっき箇所等の錆止め補修
・塗料よりも、完全な補修をしたい箇所への補修
・鉄鋼材の⻑期防錆
〇お見積・ご購入をご希望のお客様へ〇
お問合せの際は、下記の情報をお教えください
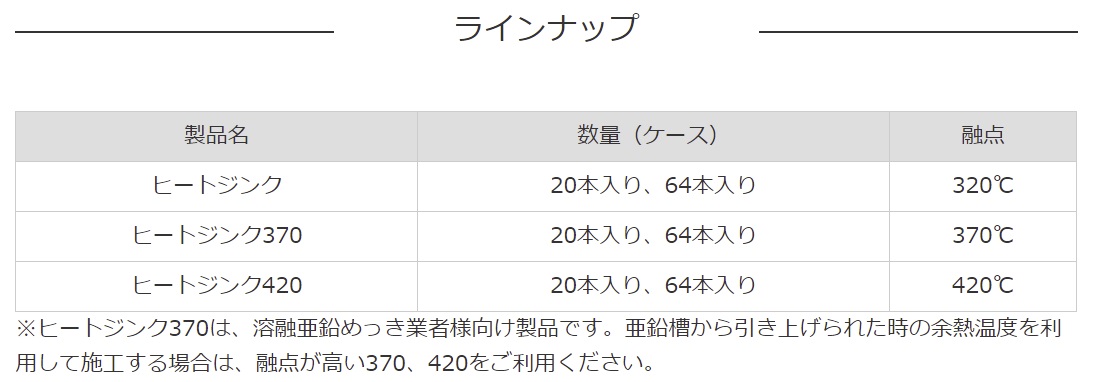
・製品名(ラインナップよりお選びください)
・数量
・納入場所(お客様住所と異なる場合はお教えください)
・ご希望納期
| 販売単位: | 1本から出荷可能(送料別途) |
|---|---|
| 価格: | 2500円 /本(参考価格) ※販売価格はお問合せください |

◇亜鉛を主体とした低融点金属合金
施工箇所の鋼材に亜鉛金属合金を加熱溶着させて、亜鉛めっき皮膜を形成させる施工方法です
◇衝撃や磨耗に強い
ヒートジンクの施工箇所は、塗料と違い、金属を溶着させるため、補修した表面の硬さは、 塗料の硬さに比べて大きく、外的な衝撃や磨耗に対しても優れています
◇溶融亜鉛めっきの余熱温度を利用した施工方法
鋼材が亜鉛槽から引き上げられた時の鋼材余熱温度を利用して、不めっき箇所を補修することができます

施工方法
亜鉛めっきされた鋼材の不めっき箇所の補修例
●施工前の状態
不めっき箇所に錆が発生しています

●前処理
施工部を、サンダー等を使用し、スケールスラグや赤錆の汚れを除去してください

●前処理後
赤錆などの汚れを完全に除去した状態で、前処理は完了です

●加熱本製品は320℃で溶けますので、350℃程度までガスバーナー等で加熱します
※鉄表面に直接施工する場合は、鉄表面が青みがかかってきたときが350℃の目安です。亜鉛めっき面に施工する場合は、本製品を施工箇所に当ててみて、溶け出すかどうか、確認してください。

●施工
加熱した面の温度が下がらないうちに、本製品を施工部に押し広げて、亜鉛コーティングの皮膜を形成してください
この際、煙が出ますので、吸い込まないように換気に注意してください

●水洗
施工が終わりましたら、温度が下がらないうちに表面のフラックスの残渣を水洗いしてください

●施工完了
本製品は、吸湿性がありますので、なるべく一度に全部使い切ってください
金属の酸化を防ぐため、保管は冷蔵庫でお願いします

お気軽にお問い合せください
受付時間 8:30~17:30(土日祝日を除きます)


Copyright © HODUMI TRADE Co., Ltd. All Rights Reserved.


- 新エネルギー・電材・機材
- 土木・建築資材・金物類①
- 土木・建築資材・金物類②
- 工事
- 環境関連・農業資材
- ウイルス対策商品
- AI (ロボット)
- 保安用品・副産物
- 建設機械リース・作業機械類
- 測量器具・計測機器類
- 災害対策
- 仮設ハウス、その他
- English
-
不動産・土地
-
あ行
- アイコム デジタルトランシーバ IC-DPR100
- アイゼンプロスペクター EM-01
- アイデック エンジン刈払機アタッチメント スーパーカルマーPRO
- アイビーガード カラマネット
- アキレスボード アキレス折返しボードノンフロン
- アクセサリー類 マルチメタル社
- アクセスコントロールAIサーマルカメラ NSAC-TH1001
- アクセスコントロール&サーマルAIカメラ DS-K1TA70MI-T-AC
- アグリシートテープ
- アストン CSプラグ CS-21注入工法専用
- アスファルトシングル屋根材対応 D-ZEPHYR(ディーゼファー)
- アスファルト乳剤型 ユニコールド
- アスファルト乳剤散布用噴霧器 NKスプレヤーA
- アスファルト密度計 Pave Tracker Plus(ペイブトラッカー)
- アスファルト用温度計 AT-100K
- アスファルト補修材 エース・パッチ
- アゼ板なみ
- アデム Fタイプ(軟弱地盤対策)
- アトラスコプコ クローラドリル PowerROC T25DC キャブなし
- アトリエケー ワーキングパワースーツ
- アブソーブマット
- アメンボ RF-3
- アルコールチェッカー DS-MDA001
- アルテコ EP-1200(W)マイティ 土木建築用低粘度形エポキシ樹脂
- アルミスタッフ アルゴーST ALM-55
- アルミ反射防草シート
- アルミ支柱セット 風速計用
- アルミ架台
- アルミ端子 & 銅アルミ合金端子 38~400SQ
- アルミ高反射防草シート
- アルロックキャリー AHK-1型 6輪車・4輪車 株式会社ナカオ
- アワビ増殖用プレート 阿波美
- アースクリーン T-041 20リットル
- アースプレート
- イソライトメガネ石 T-100
- イベント用樹脂製敷板 Wターフ
- インターフォース IG(Tanaka)
- インダスCX(indus CX)
- インダスGM(indus GM)
- インテリベスト AS-FR
- インリーソーラー 単結晶モジュール PANDA BIFACIAL 60CF 310~330W
- イーグルデコⅡ
- イーグルボックス
- イージーモッコ
- イージーライン EL-100
- ウィルデッド スモールメッシュ 溶接金網 工業用金網
- ウィーズレスマット(Tanaka)
- ウエストホルダー NZ-303B
- ウォールスキャナー D-TECT100CNT型
- ウッドプラスチックパレット
- ウッドペレット・チップ輸入(インドネシア・タイ)
- ウナギ生息かごマット うな住
- ウルトラロック巻取式 ウルトラロック 10m・12m・15m・20m 【昇降用 ワイヤロープ巻取式】
- ウレタン支柱固定材 Q-SET
- エアスルーベスト
- エアメーター法による単位水量測定秤 TS-30K
- エアー噴霧式コンパクト加湿器 Mini FoggerⅢ ミニフォッガーⅢ
- エキスパンドフェンス ニッケンフェンス&メタル
- エクステリアストーン
- エコ「ピタッ!」とロッド HPR520
- エスレッグ
- エスロン測量ロープ 30-LN(長さ30m)
- エネルギーギャップ 単結晶モジュール EGM-60-X/L 305W
- エビス デジタルレベル ED-35DGLN
- エフレックスクランプ(コネクタ)
- エフレックス用ハンドホール取付部品 アクアコネクター
- エポキシ樹脂系シーリング材 アグリパテ アクア
- エポキシ系万能パテ剤 e-パテ
- エポキシ系金属補修パテ アイアンリペア
- エラスチックフィラー
- エラストマー マルチメタル社
- エンジンECM
- エンジン優入
- エンジン溶接機 小型ガソリンタイプ
- エンジン画像②
- エンジン画像③
- エンジン画像④
- エンジン画像⑤
- エンジン発電機 小型ガソリンタイプ
- エース マーカーシート H-100
- オイルクイック オートマチッククイックカプラー
- オイル吸着材 日本ブレイディ株式会社
- オクトベース
- オゾン水生成器 グッバイ菌20 ハマネツ株式会社
- オフィス用品リース(イス)
- オムロン フレキシブル蓄電システム KPAC-A-SET-1(6.5kWh)
- オリンパス μ1030SW 工一郎
- オートフック LUDWIGHOOK
- オーヨーソイルバッグ(完成土のう)
- オールステンレス自動台はかり SS-60型
-
か行
- カゴ枠(TKK)
- カナディアンソーラー 単結晶モジュール BiHiKu7 CS7L-590/595MB-AG
- カナパイプC型
- カナパイプJ型
- カナパイプPM型
- カナパイプ(センタードレン仕様)
- カナパワーN.S.
- カナラインN.S.
- カボチャ玉打診棒 レギュラー
- カメレオンテープ
- カラビナ アンナプルナ
- カラーコーン S-700
- カラーゴム水糸(太) φ4㎜×30m巻
- カラースタンド MA-1V,W,G,N
- カラーバリケード BG-1(菜の花)
- カラーフェンス F-18AG(ノジギク)
- カーボンシート TC1030
- ガラスクリーナー #82
- ガレージ屋根用架台 D-FORCE INB折版(ガレージ)
- ガンサイザー28-24型 施工例 漁港改修工事(水中切り取り破砕)
- ガードケーブル(分離帯用-土中用・コンクリート用 Bm種)
- ガードパイプ中央分離帯向け GpW-Am種(Am種)
- ガードパイプ景観型シティタイプGpL 高耐食仕様(A、B、C種)
- ガードパイプ景観型東北地方タイプGpS-A 高耐食仕様(A種)
- ガードパイプ景観型東北地方タイプ転落防止兼用型(手摺付)GpSK 高耐食仕様(A・B種)
- ガードパイプ標準型Gp 高耐食仕様(A、B、C種)
- ガードパイプ(歩車道境界用-コンクリート用 Cp、Bp、Ap種)
- ガードフェンス F-12A(金網)
- ガードレール支柱基礎補強筋 K-GH
- ガードレール用ホルダー
- ガードレール(分離帯用-コンクリート用 Cm、Bm、Am種)
- ガードン 共和ハーモテック
- キトークリップ
- キトーレバーブロックL5型
- キトーレバーブロックLX
- キネティクス 墜落防止装置
- キャップ
- キャニコム Hey MASAO(ヘイマサオ)
- キャリアダンプ Prinoth パンサーT14R レンタル機
- キュアマット ADタイプ(ポリエステル長繊維不織布)
- キョーワ式フィルターユニットⅠ型
- クズ・木本性つる類防除剤 ケイピンエース
- クッションドラム CDR-01
- クボタ ウインチ型パワーアシストスーツ WIN-1<作業支援・介護支援>
- クラウドセンター Honeypot
- クラウド録画型カメラ N-POKE/N-POKE Plus
- クラックビューワ FCV-21
- クリモトシングルプレスU字溝
- クリモトシングルプレス管
- クリモトダブルプレス管
- クリモトポリエチレン暗渠排水管
- クリンプ金網
- クリートコン エコノミータイプ
- クルー200
- クレーン重量物運搬据付作業
- クロッツ やわらか湯たんぽ
- クローラードリル HCR1000-DS
- クローラーフォーク CAT-259(レンタル機)
- クローラ式スタビライザ コマツ CS360-2 地盤改良機
- グランドラインクリーナー LC-1
- グリップFcフレーム
- グレースソーラー 中間部固定金具 GS-IC-F30
- ケミカルアンカー CXタイプ
- ケーディーエス 19W 小型LED投光器 KWT18
- ゲーミングチェア IRS-38
- コアボーリングマシン CBM-EH型
- コットン紙基材両面テープ
- コマツ BZ210-1
- コルゲート 水槽
- コロコロテープ
- コンクリート2次製品用鉄筋加工
- コンスピードKS
- コンスピードP
- コンスピードV-Ⅱ
- コンテナ20フィート【中古】
- コンドーコーン(埋込止水コーン)
- コンバッグ・コンバッグⅡ
- コンパクトpHメーター B-212
- コンパクト地中探査レーダー LMX200 / LMX100
- コンフィット/コンフラット
- コンフター
- コンベア洗浄用回転ノズル ニューロータリーアームジェットV型
- コードレス高周波バイブレータ ECV-Mシリーズ
- コーナーハンガー
- コーンバー反射式 BR-1
- コーンベット W-2000
- コーンペネトロメーター SS-S-324
- コーンボンド モルタルコン用接着剤(湿潤面接着用)
- ゴッドウィン NEOフォトリュック
- ゴビマット® 遮水型 土壌侵食防止ブロックマット
- ゴビマット 平型・軽量型 土壌侵食防止ブロックマット
- ゴムクローラーフォーク MFD-20(レンタル機)
- ゴム製減速帯 減速くん
-
さ行
- グランドラインクリーナー LC-1
- グリップFcフレーム
- グレースソーラー 中間部固定金具 GS-IC-F30
- サイクルユース用長寿命形制御弁式据置鉛蓄電池FCPシリーズ
- サイドマット 端部用間詰かご工 共和ハーモテック
- サプリガードRS-2
- サプリガードバネット
- サンケン電気 三相パワコン PPS-503FA1 50kW / PPS-633FA1 62.5kW
- サンコードレンマット
- サントラ・エプロンK-10「消火器」
- サントラ・ダッキーD-101
- サンドガード SG-10・20
- サンドマット
- サンド遮水マット
- サンブラシ®モバイル パネル清掃システム
- サンレッグDX
- サーチライト(キセノン<H.I.D>サーチライト)
- ザバーン 専用コ型止めピン
- シカ専用誘引材 ユクル
- シグマミニα湿度記録計 7006-10
- シバタ サニーホース®シリーズ
- シャッター付コンテナ20フィート
- シュミット Live
- ショルダー型メガホン TM-208
- シリコーンキャンバス
- シリコーン接着シート ポリマエースBS
- シリコーン粘着シート シリコシートAD
- シリコーン製パテ シリコパテ
- シルバーシュミット 非破壊式コンクリート圧縮強度試験機
- シルバーパレットカバー
- シンエツパッチテープ
- シンギングロック エキスパート3D・スタンダード
- シートダンプ
- シート状クラック補修材 プロパッチシート
- ジオストリーム(Tanaka)
- ジオテキスタイル製ふとん篭 ファイバーユニット箱型(CUBE)
- ジャッキダッコ
- ジョイント(スクリュー杭・単管パイプ)
- ジーテックスBD マルチメタル社
- スイコーローリータンク スリースバルブ・ドレン
- スウェーデン式貫入試験器
- スクリューポイント・ロッド
- スクリュー杭(スパイラル杭)
- スコッチコーン S-700A
- スタビコンポM 高強度石灰系タイプ
- スタビコンポS 六価クロム対応タイプ
- スターマーキュリー1000/安定器外付 NH-573D
- スチール バッテリーチェンソー MSA
- ステラESフェンス ニッケンフェンス&メタル
- ステラPフェンス ニッケンフェンス&メタル
- ステラキーパー(日建工学)
- ステラクロス(日建工学)
- ステラシート SHタイプ(日建工学)
- ステラフェルト(日建工学)
- ステラロック DF-B(日建工学)
- ステラ沈床マット SSVTタイプ(日建工学)
- ステラ河川遮水シート SVR-Ⅱ(日建工学)
- ステラ遮水シート SSVタイプ(日建工学)
- ステンレス 時計1型ストーブ AS-60
- ストッパー ST-100
- ストロングマット
- ストーブカマドSKS-410
- ストーブゲート #1104
- ストーブコンロセットAPS-52
- ストーブ温度計 #701 マグネット式
- スノースロワー 10-20G
- スノーブレードカッティングエッジ GK5
- スパイクタイヤ加工
- スパイラルキーパーΦ50
- スパコン19 (巾19㎜/長さ5.5m)
- スピルファイター(NPS)オイルタイプ吸収材
- スピードテクロン10巾 ST10-50
- スプリングチェーン
- スプレーイングシステムスジャパン合同会社 コンテナ洗浄システム
- スペースカバー
- スペース・スタッフ
- スライダーパネル
- スラブ打継用軽量スポンジ カルスポ
- スラント100 SLT-100
- スリット蓋
- スリムイーラック スタンダードタイプ 三進金属工業株式会社 未
- スリムスリット側溝T-25 (1)
- スリングバスケット
- スリーブメイト N型 スリーブ取付兼のろ止め材
- スレドライムC 防塵処理石灰・セメント複合タイプ
- スレドライムL 防塵処理生石灰
- スレドライムM (石灰系テフロン処理防塵固化材)
- スレドライムQ 防塵処理生石灰
- スレートカバー・ベース金具工法 ヤマトカバールーフ650 大和スレート株式会社
- スーパーカーボンコート 18L
- スーパーカーボンシート TC9450
- スーパーコーン(反射式)
- スーパーシングルプレスト管
- スーパーストロングマット
- スーパーセキュリティフェンス ニッケンフェンス&メタル
- スーパーソイルマット(全面マット)
- スーパータンク S-150SQ
- スーパーダブルプレスト管
- スーパーテックス(日建工学)
- スーパーバケット カマハラ
- スーパーフォーク 疾風(はやて)2点止め
- スーパーモッコ
- スーパー土のう
- セグメントカバー
- セトロン カゴトップ
- セフコンベ Gロックマグ爪25 5.5m
- セメント混和剤 SNモルタル防凍剤(液体品)
- セラミウムCH マルチメタル社
- セラミウム マルチメタル社
- セリウム マルチメタル社
- セルスターター AS-1224V<12V/24V兼用>(屋内型)
- センターキーパーΦ75
- セーフティカメラシステム「フォクレコConnect」SX-DB110
- セーフティバッグ SB-20
- セーフティーフルー WI-21212
- ソキア オートレベル C330
- ソディック 40形蛍光灯代替LED灯 SL-1200R
- ソリッドニューマット
- ソーラーエッジ RS485サージ保護デバイス
- ソーラーキング130
- ソーラーケーブル CVT 600V 裸銅 38mm²
- ソーラーコネクタ 1500V用
- ソーラーセーフティーフラッシュ
- ソーラーフロンティア SF175-S
- ソーラーミラクルエイト
- ソーラー式フラッシャーパネル SKT-005FS
-
た行
- タイガー電気さくシステム さく線
- タイヤラック 三進金属工業株式会社
- タナクロス(Tanaka)
- タニサンカウジャケット
- タニサン・カウマット
- タニザワ ST#141-EV
- タフロック2000型 TL-2000
- タフ水銀投光機
- タンピングランマー MT-52FW
- ターピー エコフレンドシート #3000
- ターンテーブルクローラードリルCTR-M110(リース)
- ターンテーブルクローラードリル(リース)
- ダイコウソーラー DHN-54X16/FS(BB) 420-430W
- ダイポリン さし込み式ダブルプレスト管
- ダイヤゼブラ電機 マスターボックス EOU-A-MBX01-L / EOU-A-MBX03-L
- ダイヤドレーン 板状両面排水材
- ダイヤレンNS
- ダウンザホールハンマー CAT308-CR
- ダウンザホール用ビット
- ダウンザーホール ハンマー本体
- ダウンライト蛍光灯 蛍光灯27W
- ダクトN.S.D.
- ダブル レースアップ/編み上げケーブルグリップ
- ダンプレート折れ折れ
- チェーンLW(ライトウェイトOリングタイプ)
- チェーンバンド ワイヤー式バンド
- チゼルハンマー TH-800
- チルト式フォーククロー
- テストアンビル KH-80
- テルサンソーラー 単結晶モジュール TP660M 270~285W
- テーパーコーン(合板用/メタル用)
- ディアLGネット 共和ハーモテック
- ディアウォールEG型 共和ハーモテック
- ディアウォール 共和ハーモテック
- ディアグリーンパネル 共和ハーモテック
- ディアプランター 共和ハーモテック
- ディック ヘルメットSH PU内装タイプ
- ディビーエス DBヘッド定着工法
- デザイナーズガレージ アルシア
- デザインA型バリケードA-004-01(チューリップ)
- デザインシールボードDC-12「車両通行止」
- デザインシールボードDK-11「お願い・・・」
- デザインパネル DP-10(ノジギク)
- デジタルpH計 EH-2000
- デジタルph計 PH-5011A
- デジタルアスファルト温度計 AD-5601A/1215
- デジタルキルビメーター コンカーブ9・ユニバーサルムーブメント
- デジタルテスター CDM-03D
- デジタルプラニメーター プラニクスEX
- デジタルメジャー D-1N
- デジタルレーザー距離計 CA-660
- デジタル温湿度計 SK-120TRH
- デジタル逃げ棒
- デジタル風向風速計デミスカイ OT-806
- デジタル風速計 CW-60
- デジタル騒音計 SL-1320
- デルタ電子 三相パワコン RPI M50A 50kW
- データまとめ器 Beebox
- データ収集器 Swarm
- トスコPPシート
- トピー工業 コンパクトコイル TACoil®
- トプコン 3Dレーザースキャナー GLS-2200
- トライブリッド蓄電システム ESS-T3シリーズ
- トラック昇降はしご(センター据置型) 登楽王「トラッキング」
- トラロープ TR-12
- トリカルネット(土木用)
- トリコンビット インサートタイプ
- トリナソーラー 単結晶モジュール DUOMAX M PLUS TSM-DEG5.07(Ⅱ) 280-310W
- トリナベスト 家庭用蓄電システム F3215A(3.2kWh) / F6515A(6.5kWh)
- トーヨー セーフティヘルメット No.110AE(ABE)
- ドゥーン (DUNN) (Tanaka)
- ドライコンテナ 20フィート スチール
- ドライハウス 20フィート スチール
- ドラムカッター アタッチメント
- ドレンかご
- ドレンガッター
- ドローン PHANTOM4 PRO 3D測量システム
-
な行
- ナガワ ST-H1 物置ハウス
- ナセル お手軽墜落防止装置
- ナンバーテープ NTP-30
- ニコン オートレベル AC-2S
- ニチコン ポータブル蓄電システム ESS-P1S1
- ニッカリ パワーアシストスーツ Buddy(バディ)
- ニットフェンス ニッケンフェンス&メタル
- ニホンジカ専用忌避剤 ランテクター
- ニューアル5点セット 60㎜幅
- ニュースコッチコーン S-700A-YR/YW/GY/GW/VY/VW
- ニューストロングマット
- ニュース軽水洗(タンク式)
- ニューソーラーアイ
- ニューソーラーフラッシュ(LED)
- ニュープロットマット 芝保護用マット 凹凸付
- ニードキーパー NK(Tanaka)
- ニードフルASシート【改質アスファルトタイプ】(Tanaka)
- ニードフルエースACE(Tanaka)
- ニードフルエースWT(Tanaka)
- ニードフルシート UN / PT(Tanaka)
- ニードフルマット APS-10F (Tanaka)
- ニードフル止水シート(Tanaka)
- ニードフル沈床マット(Tanaka)
- ニードフル目地防草テープ 【強壮雑草対応】(Tanaka)
- ニードフル遮水マット WSP-10R / WSP-10E(Tanaka)
- ニードフル防草シート 表面平滑タイプ(飛来種子活着抑制) (Tanaka)
- ニードロック FLタイプ (Tanaka)
- ネオイーグル
- ネットフェンス PCフェンス A型標準タイプ
- ネットランチャー
- ネット芝
- ネトロンパイプEPタイプ
- ネトロンパイプMPタイプ
- ノイズⅡ
- ノイズガード
- ノッチタンク
- ノルトロックステンレス製ワッシャー
- ノルトロック鉄製ワッシャー
- ノー電19 3.5m/巾19㎜(ND1935)
-
は行
- ハイ13 H13-20BL(巾13㎜/長さ2m)
- ハゼ式折半屋根 PVA-キューブⅠ型 直付用
- ハゼ式折板屋根 PVA-HS 直付用
- ハゼ式折版用架台 D-FOURS ALⅡ
- ハゼ折り煙突(シングル)黒耐熱 6inch-φ150㎜対応アダプタ
- ハトメナシート
- ハヤマキ10 NS-50H
- ハロゲンライト1000W HST-1000D
- ハロゲン投光器スタンド式
- ハロゲン投光器バイス式(KNH型)
- ハンディ3Dスキャナー F6 SMART / F6 Short Range
- ハンディGPS COLORADO 300(日本版)
- ハンディサーチ NJJ-95B
- ハンディタイプ金属探知器 MDS-100
- ハンドランプ HL-1S
- ハンド風速計 No.25
- ハーネス C3 ラピッドスカフ
- バタ角 / その他製品
- バリオスネット
- バリケード B-11A-1型
- バルーン式投光機 ハイピカバルーン KBL-100AN-B (KBL-100AN-C)
- バルーン投光機 スペースバルーン KBL-1000N
- バロメックス気圧計 7612
- バロンスクリーンホワイト涼風(すずかぜ)
- バロンボックス® スクエア・スクエアα
- バロンモッコ
- バロン土木シート
- バロン透水シート
- バークガード L / M
- バーティラインプロ
- バーブドワイヤ
- パイプサポート
- パイプチェアー専用洗浄ユニット スーパークリーンチェアー
- パイプライト20W・2管式
- パオパオ®90 農業用不織布
- パソコン用測量計算ソフト 即利用君PC版 S-PCD2U(USB)
- パトロン 12 ロープ
- パナソニック ライティングデバイス UV-B電球形蛍光灯
- パネル式ふとんかご
- パルハンマー S型
- パワーアシストスーツ ATOUN MODEL A <作業支援・介護支援>
- パワードウェア ATOUN MODEL Y 作業支援機械
- パワーブライスターの使用方法・安全取扱い注意事項
- パワーブライスターの施工・破砕計画
- パーフェクトキャッチG450 クイックブラ付
- パーフェクト墨つぼ PS-SUM-R・PS-SUM-B
- パーマフィルター(Tanaka)
- パームグリッド(Tanaka)
- パームマット(Tanaka)
- パームロール(Tanaka)
- パーム土のう
- ビジネスホン向け エンタープライズヘッドセット 片耳タイプ
- ビスタスパン
- ビーバー手押し式草刈機オスカル P267B/P260Z
- ビーバー杭打機 ロータリーハンマー方式
- ビーバー背負式畦草刈専用機 D230KY/D268B
- ピカデリーコーンサイン PD-50
- ピカデリーヤマガタサイン PDY-90
- ピックハンマー PH-800
- ピンレス材料水分計 TMS563A
- ファイバーユニット袋型
- ファンデン養生シート(Tanaka)
- フィッシャー ナイロン製トグル型ファスナー DUOTEC デュオテック
- フィットコン(Pコン穴埋め処理材 チューブ入りボンド付)
- フィルム両面テープ
- フェンス材販売と施工サービス(国内メーカー品・輸入品)
- フォトスケール 64㎜幅 FS-100
- フォトロッド PHR60-5 幅60㎜×長さ5m
- フォーククロー MDP 3点止め
- フォークリフト取付型セーフティカメラシステム「フォクレコ」SX-DB100
- フジフィルム FinePix BIGJOB HD-3W
- フジラインレーザー MF-30
- フットリラライム
- フナイPEシート・フナイUVシート
- フナイ UME合材シート フナイ産業株式会社
- フラッシャーパネル KT-005FS
- フラッシャー合図灯 FS-10
- フラッシュバトン
- フラッシング用ステンレス固定金具
- フラット トップ金網 ステンレス鋼線 亜鉛めっき
- フルハーネス一体型パワーアシストスーツ Aero Back(エアロバック)
- フレキシブル
- フレコンバッグ
- フレコン養生カバー
- フレードホース new N.S.-CL
- ブライスターの使用方法・安全取扱い注意事項
- ブライスターの施工・破砕計画
- ブロックサイコロ
- ブロック炉台 CB-300コーナー型
- プッシュコン(Pコン穴埋め処理材)
- プラスチックカラースタンド MAP-2
- プラスチックサイコロ H30~60
- プラ玉打診棒 レギュラータイプ
- プリズム MG-1000MP
- プレスト管 用排水管仕様 ダイプラ
- プレートコンパクタ MVC-60V
- プロットマット
- プロテクトシル BHN:高浸透型コンクリート表面含浸材
- プロテックPコン/SCコン 塩害防止コーン(セラミックス製)
- プロテックス PX / RX(Tanaka)
- プロフィット
- プロフォスコープ 電磁誘導式鉄筋探査機
- プロフォメーター PM-630AI / PM-650AI 高性能電磁誘導式鉄筋探査機
- ヘビーマットⅡ
- ヘビ型探索ロボット Soryu-C
- ヘルメット用360度マルチワークライト HALO SL
- ベノトスペーサー
- ベランダ型枠建込調整用サポートベース PPフック
- ベルトタイプ荷締機 ロックスリング ばく
- ベルト荷締機
- ベルブロック 昇降用 ベルト巻取式 BB-150-SN
- ベース板
- ペレットストーブ YSP-650
- ペレット・薪兼用 鋼板製ストーブ DR-400
- ペンタイプ温湿度計 PC-5100
- ペンタックストータルステーション V-200シリーズ
- ホイールメジャーDX MG-10S
- ホルムアルデヒドモニター FP-30
- ホルムアルデヒド検知器 XP-308B
- ホワイトボードマーカー
- ホース暴れ防止 & ケーブル用吊りサポーター
- ボックスビーム(分離帯用-土中用・コンクリート用 Bm、Am種)
- ボルトナット防錆キャップ まもるくん®
- ボルトメイトエポ EP-450 土木・建築用エキポシ樹脂
- ポケッタブル振動計 VM63a
- ポケットタイプpH計 SK-630PH
- ポケット水分計 BES
- ポケット水平器 SB-13
- ポケナビmini FG-0530
- ポラメッシュDR型 共和ハーモテック
- ポリエスターモッコ
- ポリエチレン製安全敷板 タフマットⅡ
- ポリエチレン製角型U字溝
- ポリプロピレン透水管 カナドレン
- ポータブルpH計 HM-30P
- ポータブルバッテリー溶接機 ライトアークISK-Li160A 育良精機株式会社
- ポータブル発電機 非常用蓄電池 CUBOX HP
- ポータブル電源 ピンバン 日動工業株式会社
-
ま行
- マイクロス80㎜幅 L-50
- マイポール MYPL-22
- マクロセル腐食抑制型犠牲陽極材 リフレセンチネル
- マグネシウム含有亜鉛末塗料 マザックス
- マグネチックロケーター GA-1
- マグネット測定ロッド(鉄骨測定)記録用
- マックスフローSD(indus Maxflo SD)
- マッサージチェア2119
- マッスルスーツEvery(エブリィ) イノフィス株式会社
- マッスルスーツGS-BACK イノフィス株式会社
- マッスルスーツ スタンドアローン イノフィス株式会社
- マッドバランス KS-194
- マルチング接着テープ
- マン丸君(目串部補強補助材)
- マークテープ MT30P
- ミズデルン ボーリング集排水材
- ミナミサワ 単水栓用自動水栓 SuiSui SINGLE
- ミニプリズム三脚
- ミニ表面温度計 testo902-T2
- ミノリ・サイレンサー 簡易型防音ボックス
- ミラブルplus ウルトラファインバブル生成シャワーヘッド
- ミラブルケア
- ミラークルマン S型
- ミリオンリール MRT-30
- ミリオンロープ水位計 RWL-10M(10m仕様)
- ミリオン水位計 WL-50M(50m仕様)
- ムカデピン
- メガホン TM-101
- メガライン2倍速 MLN50
- メタルスキャナー MT-6
- メタルハライドライト1000W NH-1000D-M
- メタルワイドレンチ MWW-92
- メタル用軸足
- メタル配線・光ファイバーの損失・光ファイバーのOTDRの測定器
- メッキスタンド MA-1MN
- メッシュかご
- メッシュフェンス FMフェンス
- モスキートマグネット エグゼクティブ 蚊取り機
- モバイル洪水防護システム・エコテック社のチューブウォール TubeWall
- モバイル電動アシストクレーン カルがる~ PHT2-140-YS
- モリメタル マルチメタル社
- モルタルコン Pコン穴埋め処理材
- や行
-
ら行
- ライオンボンドA
- ライカジオシステムズ イメージングスキャナー Leica BLK360
- ライセン HJT両面発電モジュール RSM120-6-335BHDG-355BHDG
- ライトエアースキットドリル ARL-SK90MWS ヤマモトロックマシン株式会社
- ライトロンS
- ライナープレート 立坑(円形・小判形・矩形)
- ライン引き(フタ付)
- ラクベスト 株式会社クボタ
- ラジコン式草刈機 LVシリーズ F300PRO
- ラバーコーン
- ラピッドシャットダウン イニシエータ
- ラプラス・システム 自家消費型向け自動出力制御システム Solar Legato ソーラーレガート
- ラベルライター「テプラ」PRO SR330
- ラミング杭用固定バー KTD
- ランドクリーン® ES 1tフレコン 村樫石灰工業株式会社
- ランドライム® ES 500kg フレコン 村樫石灰工業株式会社
- ランドレッグ
- ランニングマシン ADVENTURE1(HORIZON)
- ランヤード イグアナ R ウェブ
- リゲル・タンバックル・チェーンバンド
- リサイクルプラスチック バイオマスパネル
- リタメイトCJ
- リバースエンジニアリング支援ソフト MIRAGE SHAPE
- リフレタフボンド
- リフレッシュ パッド マスク(半面形)
- リモートID外付け型発信機 TD-RID
- ルンルンシート 白ピカシール
- ルーズネット
- ルートストッパー
- ルートブロック ROOT BLOCK
- ルームランナー EVOLVE CS(HORIZON)
- レイニーメガホン TS-511
- レインチョーク 白色
- レジン直線接続キット 24kV~最大36kVまで対応
- レタースケール(自動はかり)
- レディパルスチャージャー RPC-12
- レビーガード(Tanaka)
- レベルモニター LM-4S 丸善工業株式会社
- レベルレコーダー LR-07
- レベル調整用プレート クサビ
- レーザーキャッチメガネ e-2
- レーザー付赤外線放射温度計 testo830-T1
- レーザー墨出器 Mシリーズ
- レーザー距離測定器 ライトスピード エリート
- ロイヤルトイレ
- ロケットスプリングチェーンバンド
- ロック25 SFL25-75BL(巾25㎜/長さ7.5m)
- ロブスト 「二役」墜落防止装置
- ロータリーフォーク
- ローリータンク HLT(ホームローリー)
- わ行